
Quick upgrade for easy to plug and unplug end effectors/toolheads. Activity/status LED are also moved from the back of the printer to the top and some more voltage regulation to provide additional voltage rails.
While a nice connector adds significant cost it is also a big value add for certain 3D-printer. I think more manefacturer should consider tiny details like this when designing their product.
Strain relief isn’t installed on this tool for reasons …
As long as the basic connections are an open design.
It would be a great step towards multihead printing.
Lets face it long term to gain the full ability of 3D printing. It will need to move to a multi material design. And that is likely to require the ability to change tool types mid-production.
I’m not sure this would be really helpful for toolchanger 3d printers, from what I’ve seen you normally want to keep them at a set temperature to reduce heatup time. Also things like CAN means there’s no practical limit on the number of heads.
Multihead printing is still in the early days. The software isn’t there: For example, RRF (Duet) would throw error messages for missing CAN boards when you would try pogo pins and only electrically connect the active tool head. The most advanced we have at the moment are toolchangers with 4-5 fixed tool-heads.
RRF/Duet in standalone is very stable and what you want. The flipside is that even through it is flexible with macros there are limits. This is more and more an issue that limits what can be done. Due to stability, I so far reject the idea of switching to Klipper (even duet in SBC mode isn’t stable enough for my taste).
Also keeping track of heads is ugly at the moment. In a perfect world each toolhead would have an EEPROM and the machine would recognise it. Maybe even look up on a server/database what offset and parameter this tool needs so it could be swapped between tool-bays/docks and machines. For example with CNC milling it is state of the art that tool holder have RFID chips for tool identification and data is synced across the production floor (e.g. the shrink/tool setup station provides the tool data to a server and the CNC-mill controller gets the data automatically from this server).
As long as the basic connections are an open design.
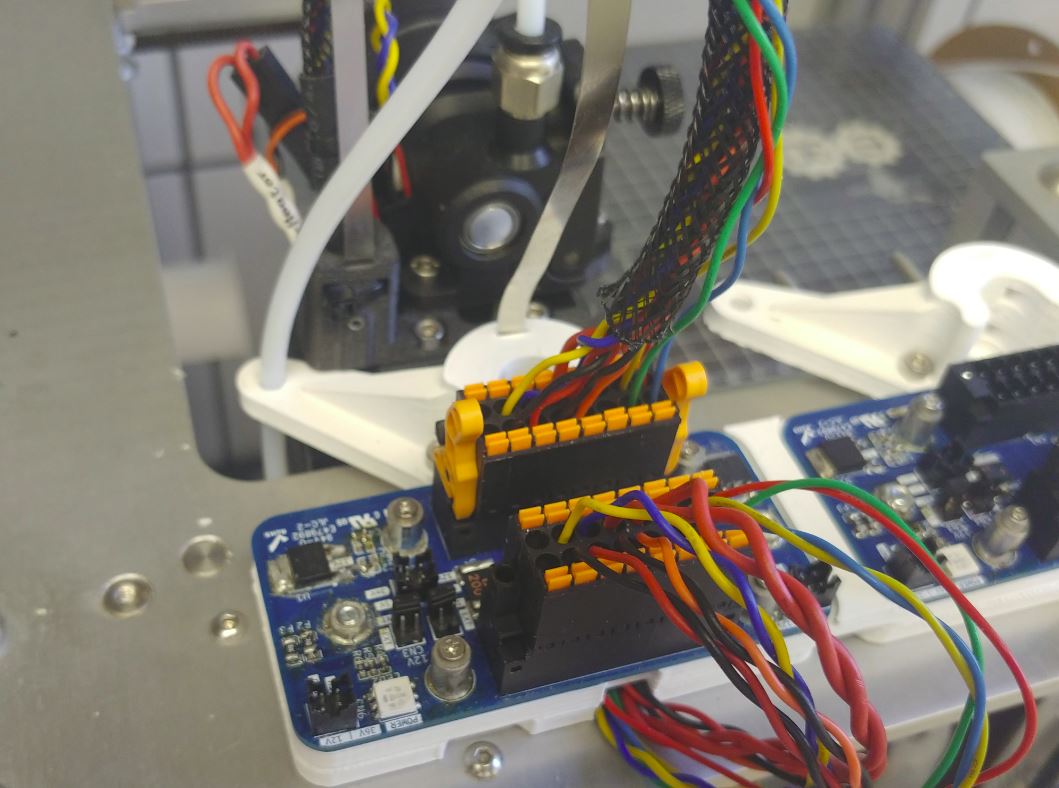
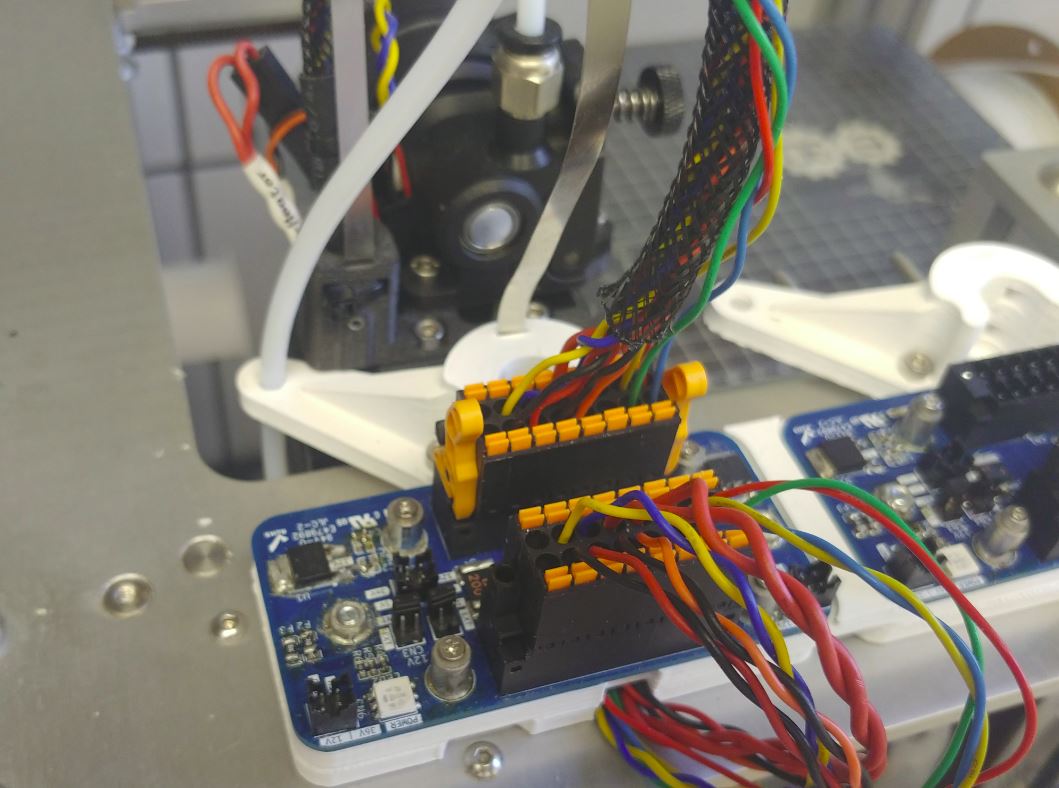
If you like to install the same thing I can send you the Gerber, BOM and 3D-files for E3D toolchanger. In a nutshell this does nothing more than beeing “inserted” into the wire. If you want to call it special: platform agnostic. The small black header on the side is the auxiliary connector and is there for toolheads that require 5, 12 or 36V. For good measure three fuses (24V, 36V supply and heater).
Lets face it long term to gain the full ability of 3D printing. It will need to move to a multi material design.
end effector 1: FDM end effector 2: FDM end effector 3: silicon (paste/liquid) end effector 4: subtractive milling *
- Head 4 will be soon upgraded to a rack system that allows to store upto 4 different heads so you can use 4 different subtractive tools (e.g. endmill, ball end mill, dove tail, thread cutter). An alternative to 4 subtractive heads could be 3 subtractive and 1 pick and place (those small vacuum pump are light enough to be mounted on a E3D toolchanger toolhead).
Sad part is that this type of setup will be for the next two decades exclusive to the DIY community or a company with deep pockets and good lawyers due to a removed Stratasys patent on making an electrical connection between toolhead and the gantry/mount.
The part that makes angry is this isn’t even a Stratasys invention at all. Since the beginning of industrial robots, there have been electrical, pneumatic and liquid interfaces between the motion system and tool head. A toolchanging 3D-printer is a motion system with a tool head (e.g. filament extrusion) but this is locked behind a patent for this application.
Multihead printing is still in the early days.
Agreed but then so was 3D printing as a whole 10 years ago. It is open source design started by Rep Rap that put us where we are now.
Im a about to be beginner. Recently retired through disability. So finally have time to play with the subject. So yes, at some point I’d like to come back to you and take you up on your offer. ATM im saving to buy a Elegoo Neptune 4 Pro. And from there I have some projects to do then will start building my own design based on an open design I looked at in the past. (cant remember the name of my head)
Rep Rap got started in 2005 and their 1.0 design was released in 2008. This (eventually) spawned the OG Prusa i3, which launched in 2016. I’m not sure that FDM has advanced at ton since then, and I say that as a recent Voron 2.4 builder. Quality of life, absolutely. Tech? It seems more incremental/evolutionary than revolutionary. I’m sure multi-extruder will become better implemented over the next few years, but I’m not sure how far it will wind up going. It doesn’t seem like there’s going to be an elegant solution, which largely just leaves complicated solutions.
Klipper will halt if a canbus toolhead disconnects anyhow, or at least how I have it configured it seems to, will handle packet loss just fine, outright disconnects? Nah, it wasn’t happy.
Klipper wise, imagine you could do something with the can uuid, I have a macro that I found that sets offset based on sheet (replicating prusa’s sheet selection in marlin, I like to have a bit less squish for nylon for example, more for textured sheets), offsets stored in a config file but you could easily swap that for an actual database if you wanted to.
There’s some klipper extensions like spoolman that are kinda sorta that for material management, yes relies on manual entry afaik, but supports material changes so presumably multi toolheads and more importantly, can share across printers, have it running on my server.
Don’t even get me going on patents…
I like to have a bit less squish for nylon for example, more for textured sheets), offsets stored in a config file but you could easily swap that for an actual database if you wanted to.
Duet has Filament macros. Which can be uploaded/changed over the network. Not great but could be done with some glue logic.
Similarly, the config files can be exposed to the network and a server could “sync” them. All of this works but is a crapy solution that requires countless glue logic to make it work.
As long as its not a propietary connector I don’t see any problem with it. Bonus points if there are spare connectors for fans, LED lightning or even just spare GPIO pins available to allow for user modification


{kind=link}