

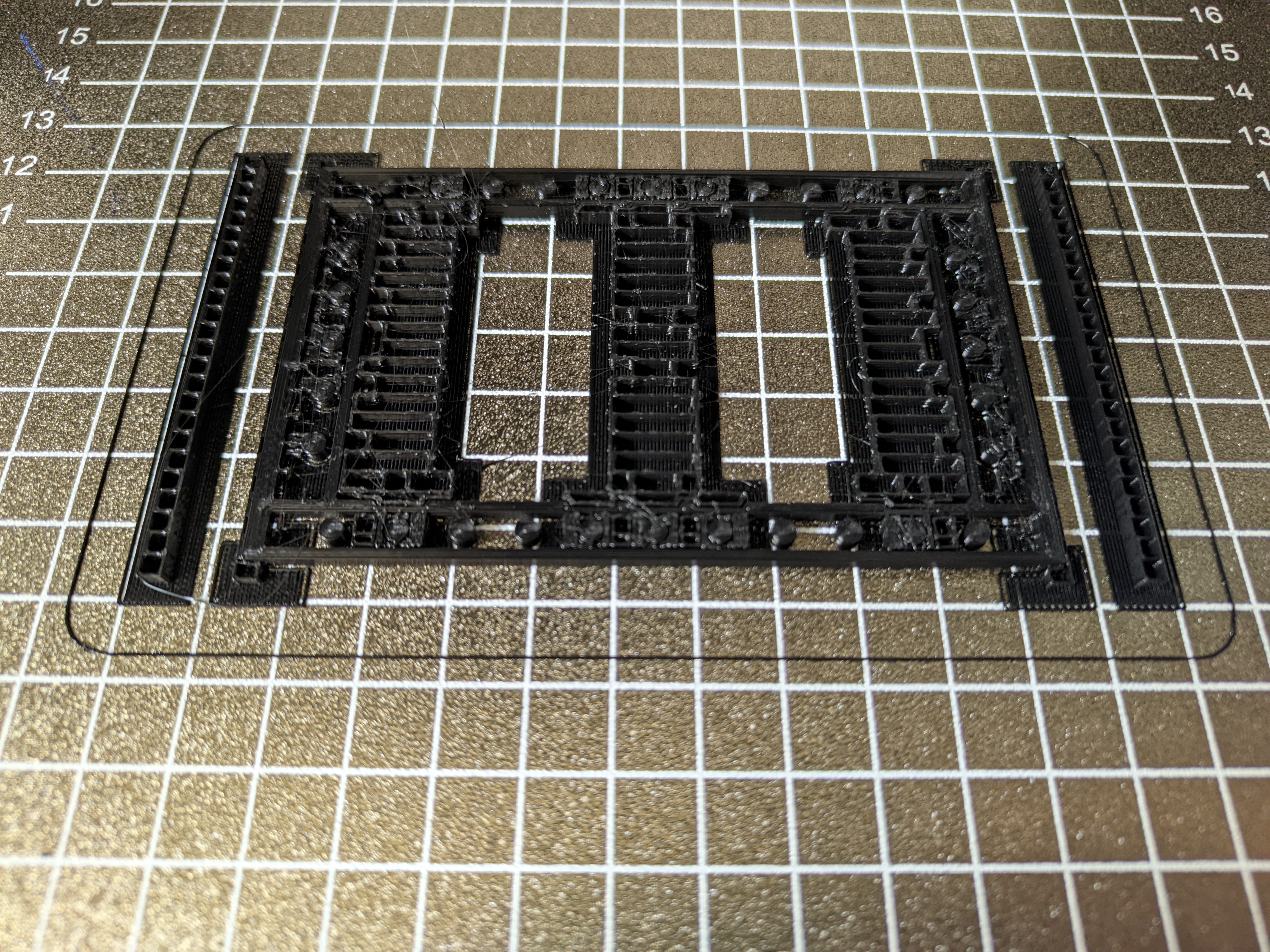
I would really appreciate it if someone could help me with this. I’m having an issue with my Sovol SV06, which is that I get a lot of stringing. I’m still fairly new to 3D printing, so I have no idea what could cause this and how I could go about fixing this. I already searched for this issue online btw but didn’t really find anything helpful.
The only change I made to this printer is that I hooked up a Raspberry Pi 4 to it and installed Klipper and Octoprint. I’m also using PrusaSlicer with the config from here.
Edit: Forgot to mention I was using PLA for this print
You must log in or register to comment.
I’m going to make the assumption that is PETG you are working with. I had cobwebs like that when I tried moving over from doing PLA. There were a few things I had to work out to get better prints.
- Slow down the print speed and work up once you get acceptable prints. Try 40 to 50mm/s to start.
- Increase filament retraction. Default I think is like 0.2mm, try 1.0mm instead.
- Increase the travel speed. I’ve used 350mm/s, which helps break strings, as someone else already suggested.
- Drop the extruder temperature. PETG gets more stringy as it gets hotter. Lower temp may help, and if you aren’t trying to print at warp speed, bonding should still be good. Do small test prints to see where your cutoff is. Also, if the cooling fan on that Sovol is a bit anemic then printing cooler lets each layer solidify before the next one gets added. Hopefully you get things worked out, good luck.
Recommend all of this and
-
Dry your filament. This should be the first thing you do, petg is one of the more moisture sensitive filaments in my experience, it’s mostly cosmetic but can cause blobbing and it loves to stick to nozzles, I recommend a sock in general to help keep the block clean, baked on petg in setscrews sucks and I’ve abandoned blocks that are bad enough. You can clean them chemically but you need some nasty stuff, don’t recommend.
-
What’s your extrusion multiplier? Found it better to slightly underextrude petg, helps with blobbing and stringing.
-
Petg can still string even with everything tuned, it’s “sticky” for lack of a better term, some whispy stuff can still happen, you can minimise it but acceptable should be your target, by that mean getting it to the point where yoh don’t risk print failure, small whisps can be cleaned up with some hot air.
-
It’s PLA. Forgot to mention that.
Are you printing with PLA or PETG?
I dealt with my stringing issue by enabling “Wipe-on-retract”, and “ramped lift”, allowing any oozing material from the nozzle after retraction to get wiped off.
Dialed in slicer settings for PLA first since it’s usually an easier material to print with, then changed a few things for PETG, like increasing the travel speed to break the stringing faster.
I’m using PLA. I could try enabling those settings but it seems more like a workaround, it would be better to find out what the underlying issue is. I also don’t really know how to dial in the settings for the filament, I don’t know what effect the settings have and I don’t wanna waste a ton of material just randomly changing values.
Retraction settings are probably your best bet then. Since the SV06 doesn’t use a bowden extruder, there’s much less things that could be the issue in your scenario thankfully
To be specific about my “workaround”, it compensates for a non-flat build plate (ramped lift) and a cheap nozzle that filament often sticks to (wipe on retract). It took me two days of test prints and research to narrow those down though…
To get to the bottom of your issue quickly, you could try tuning your retraction using a retraction test, then possibly try recording the nozzle printing the same test at 60/120fps, to play it back in slow motion. This way you can see at what part of the nozzle movement the stringing starts, and change any relevant settings accordingly
I activated both
ramped liftandwipe on retractbut it didn’t help. I could do that with the video but I’m not sure how that would help me, the stringing clearly starts as soon as the nozzle moves away. I could also do a retraction test but the retraction settings Sovol themselves recommend should work fine, my printer isn’t somehow different, after all. I even halfed the retraction speed and activated those settings I was talking about at the beginning.
This could be two things, aside from what you considered. Did you increase the speed? Because if I remember correctly the SV06 has a bit of a wimpy cooling system, and as opposed to the SV07, no extra fan on the back. Another thing to consider is that sometimes you just have a filament that is stringy, did you try a different one, or so far it’s your only option?
Petg tends to string a lot more than PLA, also, drying the filament can help
I’m using PLA. How would I go about drying it?
Edit: Just saw that someone commented how to dry it by using the printer’s bed.
True about PETG, but the thing about a specific filament being stringy stands: I have a green PETG that, once it gets some time in the drier, is almost perfect. And an orange one, that can sit in the drier a whole day but still string.
The config I’m using has increased speed compared to the default settings. I heard about the cooling system too, I could try lowering the speed to see if it helps and if it does, I saw online that you can swap the fan for a bigger one. Which speeds would I have to lower, exactly?
Ya lowering the speed is a good thing to try. Also, you may have a very slight clog in the nozzle which can lead to weird behavior like stringing and under extrusion
How could I check if the nozzle is clogged?
You could swap the nozzle, or do a cold pull. Honestly it would be a little challenging to explain that well over text, especially since I am not familiar with your specific printer (I’ve used and own a lot of them though). The best bet would be to look up on YouTube how to do a cold pull, or swap the nozzle. Some good YouTube channels are Teaching Tech, CNC Kitchen, and Made with Layers. Teaching Tech and made with layers are probably where you will find the best info for a beginner, but CNC Kitchen is 🔥
A bit hard to tell, as every printer is different, but try a small test file at let’s say 100 mm/s? I use Cura (really, really dislike the Slic3r/Prusa Slicer/Orca interface) and here it’s called “Print Speed”. Changing that will lower the others in the same way, can’t imagine it works differently in Prusa Slicer.
That speed is already faster than what my printer settings were. I have tested lower print speeds tho but it didn’t make a difference.
I’m not sure about your specific situation, but usually stringing can be fixed by adding filament retraction and drying the filament. You can enable retraction in your slicer. To dry your filament, heat your bed to a temperature comfortably lower than your filament’s glassing temperature, put the spool on the bed and cover it with a box, then wait a few hours. (The filament is eepy). Be careful not to set the temperature too high or you will melt the filament and it will fuse together right on the spool, ruining the entire thing.
I already tried increasing the retraction length but it didn’t help. I have it at 0.5 mm now and I read online that Sovol recommends not going above that. Someone else also recommended drying the filament, so I’m going to try that. I don’t know what the glassing temperature is but it’s PLA, do you know what a safe temperature would be?
It’s going to depend on the brand, prusa recommends 45c I’ve done at 55 and while it printed fine, don’t recommend that, PLA has a fairly low glass transition temp and that was right on the low end of where that starts.
I’m gonna try it at the temperature and time prusa recommends then
Looks glossy, are you printing too hot?
Might be. I was printing at 215°C and then tried 190 and 200. 200 seems to have slightly better results than the other 2.
{kind=link}